ж§ЬњКИЬѕ
- ЦЗХЦЃК KINGWELD
- аЭКХЃК

Z308ж§ЬњКИЬѕ
Z308ж§ЬњКИЬѕ
|
Z308ж§ЬњКИЬѕ |
ЗћКЯ GB EZNi-1 |
|
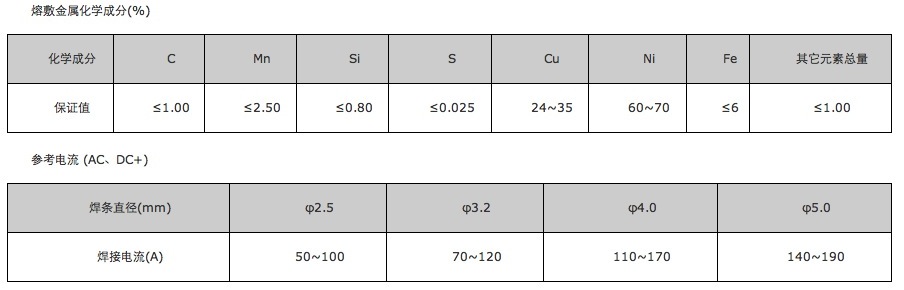
Z308ЪЧДПФјКИаОЁЂЧПЛЙдадЪЏФЋаЭвЉЦЄЕФж§ЬњКИЬѕЃЌЪЉКИЪБЃЌКИМўПЩВЛдЄШШЃЌОпгаСМКУЕФПЙСбадФмКЭМгЙЄадФмЁЃФјМлИёАКЙѓЃЌгІИУдкЦфЫќКИЬѕВЛФмТњзуЪБВХПЩбЁгУЁЃНЛжБСїСНгУЁЃ |
|
|
гУЭО: гУгкж§ЬњБЁМўМАМгЙЄУцЕФВЙКИЃЌШчЗЂЖЏЛњзљЁЂЛњДВЕМЙьЁЂГнТжзљЕШживЊЛвПкж§ЬњМўЁЃ |
|
|
|
|
|
зЂвтЪТЯю:
Z408ж§ЬњКИЬѕ
|
|
|
Z408ж§ЬњКИЬѕ |
ЗћКЯ GB EZNiFe-1 |
|
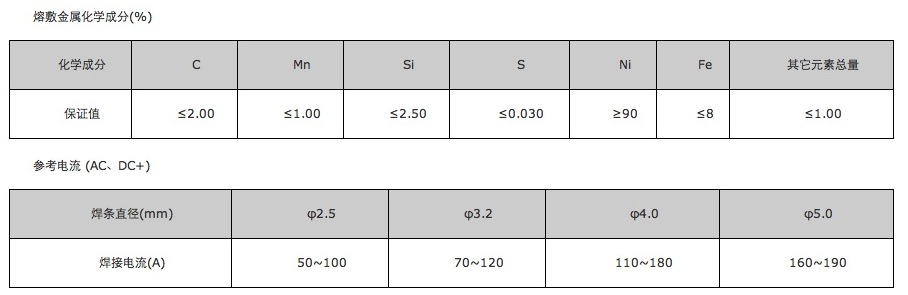
Z408ЪЧФјЬњКЯН№КИаОЃЌЧПЛЙдадЪЏФЋаЭвЉЦЄЕФж§ЬњКИЬѕЁЃЦфЙЄвеадФмМАЧаЯїМгЙЄадФмИњZ308ВюВЛЖрЃЌЕЋЖдЧђФЋж§ЬњдђБШZ308ЧПЃЌЖдКЌСзСПИпЃЈ0.2%PЃЉЕФж§ЬњЃЌвВОпгаСМКУЕФаЇЙћЃЌЧаЯїМгЙЄадФмБШZ308КЭZ508ЩдВюЁЃгУгкГЃЮТЛђЩдОдЄШШЃЈжС200ЁцзѓгвЃЉЛвПкж§ЬњМАЧђФЋж§ЬњЕФКИНгЁЃНЛжБСїСНгУЁЃ |
|
|
гУЭО: ЪЪгУгкживЊИпЧПЖШЛвПкж§МўМАЧђФЋж§МўЕФВЙКИЁЃШчЦћИзЁЂЗЂЖЏЛњзљЁЂГнТжЁЂдўЙѕЕШЁЃ |
|
|
|
|
|
зЂвтЪТЯю:
|
|
|
Z508ж§ЬњКИЬѕ |
ЗћКЯ GB EZNiCu-1 |
|
Z508ЪЧФјЭКЯН№ЃЈУЩФЫЖћЃЉКИаОЃЌЧПЛЙдадЪЏФЋвЉЦЄЕФж§ЬњКИЬѕЁЃЦфЙЄвеадФмМАЧаЯїМгЙЄадФмЖМНгНќZ308ЃЌЕЋгЩгкЪеЫѕТЪНЯДѓЃЌПЙСбадНЯВюЁЃКИНгНгЭЗЧПЖШНЯЕЭЃЌЫљвдВЛвЫгУгкЪмСІВПЮЛЕФКИНгЃЌПЩгУгкГЃЮТЛђЕЭЮТдЄШШЃЈжС300ЁцзѓгвЃЉЕФЛвПкж§ЬњЕФКИНгЁЃНЛжБСїСНгУЁЃ |
|
|
гУЭО: гУгкЧПЖШвЊЧѓВЛИпЕФЛвПкж§МўЕФКИВЙЁЃ |
|
|
|
|
|
зЂвтЪТЯю: |
|